Spiralock® Gewindedreheinsätze aus Hartmetall

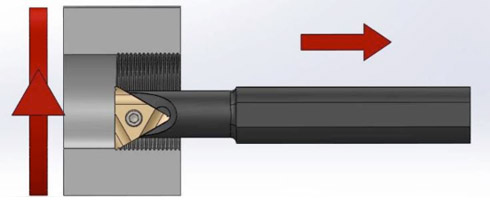
Das Gewindedrehen ist eine weitere Möglichkeit zur Herstellung von Innengewinden, wenn die Gewindeschneidbedingungen nicht optimal sind; dies gilt z.B. für Teile mit großen Durchmessern oder in schwer zerspanbaren Materialien. Das Gewindedrehen wird am häufigsten auf einer Drehmaschine mit einem zylindrischen Werkstück durchgeführt und hierzu eine Wendeschneidplatte aus Hartmetall mit einer Bohrstange verwendet. Wenn Bohrstangen für die Lochgröße zu groß sind, kann eine Gewindestange aus Vollhartmetall verwendet werden. Beim Gewindedrehen dreht sich das Werkstück, während sich das Schneidwerkzeug axial bewegt, um einen kontinuierlichen Gewindegang zu erzeugen. Wie beim Gewindefräsen sind normalerweise mehrere Durchgänge erforderlich, um ein vollständiges Gewindeprofil zu erzeugen. Im Gegensatz zu einem Gewindefräser wird der gesamte Materialabtrag mit nur einer Schneide im Eingriff bewerkstelligt. Das Entfernen von nur einem Bruchteil der Gewindetiefe in jedem Durchgang verhindert eine Überlastung der Schneide.
Auswahlprozess Einsatz
- Die Gewindegröße und den minimalen Kerndurchmesser bestimmen
- Die Mindest-Bohrlochgröße, die kleiner als der Kerndurchmesser ist, aus der Tabelle unten bestimmen
- Die geeignete Größe des Einsatzrohlings für die Mindest-Bohrung wählen
- Die Spiralock®-Teilenummer für entsprechenden Einsatzrohling und Teilungsgröße gemäß Tabelle unten wählen
| Mindest. Bohrung | Einsatzgröße | Steigungsbereich | Bohrstange (Beispiel) |
|---|---|---|---|
| 0.240 | 06 | 20-32 TPI (1,00-0,45 mm) | SIR 0205 H06 |
| 0.310 | 08 | 16-32 TPI (1,50-0,45 mm) | SIR 0265 K08 |
| 0.350 | 08 | SIR 0310 K08 | |
| 0.470 | 11 | 14-32 TPI (1,75-0,45 mm) | SIR 0375 H11 |
| 0.470 | 11 | SIR 0375 K11 | |
| 0.470 | 11 | SIR 0375 M11 C | |
| 0.580 | 11 | SIR 0500 L11 | |
| 0.580 | 11 | SIR 0500 P11 C | |
| 0.640 | 16 | 7-32 TPI (3,50-0,45 mm) | SIR 0500 M16 |
| 0.750 | 16 | SIR 0625 P16 | |
| 0.750 | 16 | SIR 0625 R16 C | |
| 0.900 | 16 | SIR 0750 P16 | |
| 1.160 | 16 | SIR 1000 R16 | |
| 1.400 | 16 | SIR 1250 S16 | |
| 1.650 | 16 | SIR 1500 T16 | |
| 0.900 | 22 | 6 TPI (5,00-0,45 mm) | SIR 0750 P22 |
| 1.160 | 22 | SIR 1000 R22 | |
| 1.500 | 22 | SIR 1250 S22 |
| Bestellcode: | SPL-Teilenummer | + Modifikatoren |
|---|---|---|
| Kein Vorsatz für Rechtsgewinde oder BT-Gewinderichtung Fügen Sie 'LH' für Linksgewinde hinzu Fügen Sie 'TT' hinzu, wenn Sie vom gegenüberliegenden Ende eines Durchgangslochs schneiden |
Beispiel: SPL90154LH ist 18-Neigungseinsatz zum Schneiden von linksgängigen Spiralock®-Gewinden und wird aus einem Rohling der ISO-Größe 16 hergestellt
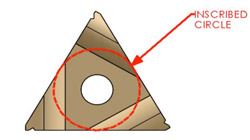
| Teilenummer | Steigung | ISO-Rohlinggröße / Beschrifteter Kreis |
|---|---|---|
| SPL90324 | 32 | 06 (5/32”) |
| SPL90326 | 28 | |
| SPL90328 | 24 | |
| SPL90330 | 20 | |
| SPL90332 | 18 | |
| SPL90334 | 32 | 08 (3/16”) |
| SPL90336 | 28 | |
| SPL90338 | 24 | |
| SPL90340 | 20 | |
| SPL90342 | 18 | |
| SPL90344 | 16 | |
| SPL90114 | 32 | 11 (1/4”) |
| SPL90116 | 28 | |
| SPL90118 | 27 | |
| SPL90120 | 24 | |
| SPL90122 | 20 | |
| SPL90124 | 18 | |
| SPL90126 | 16 | |
| SPL90128 | 14 | |
| SPL90144 | 32 | 16 (3/8”) |
| SPL90146 | 28 | |
| SPL90148 | 27 | |
| SPL90150 | 24 | |
| SPL90152 | 20 | |
| SPL90154 | 18 | |
| SPL90156 | 16 | |
| SPL90158 | 14 | |
| SPL90160 | 13 | |
| SPL90162 | 12 | |
| SPL90164 | 11.5 | |
| SPL90166 | 11 | |
| SPL90168 | 10 | |
| SPL90170 | 9 | |
| SPL90172 | 8 | |
| SPL90174 | 7 | 22 (1/2”) |
| SPL90176 | 6 | |
| SPL90300 | 0.50 | 06 (5/32”) |
| SPL90302 | 0.75 | |
| SPL90304 | 1.00 | |
| SPL90308 | 0.50 | 08 (3/16”) |
| SPL90310 | 0.75 | |
| SPL90312 | 1.00 | |
| SPL90314 | 1.25 | |
| SPL90316 | 1.50 | |
| SPL90014 | 0.80 | 11 (1/4”) |
| SPL90016 | 1.00 | |
| SPL90018 | 1.25 | |
| SPL90020 | 1.50 | |
| SPL90022 | 1.75 | |
| SPL90038 | 0.80 | 16 (3/8”) |
| SPL90040 | 1.00 | |
| SPL90042 | 1.25 | |
| SPL90044 | 1.50 | |
| SPL90046 | 1.75 | |
| SPL90048 | 2.00 | |
| SPL90050 | 2.50 | |
| SPL90052 | 3.00 | |
| SPL90054 | 3.50 | 22 (1/2”) |
| SPL90056 | 4.00 | |
| SPL90058 | 4.50 | |
| SPL90060 | 5.00 | |
| SPL90062 | 5.50 | 27 (5/8”) |
| SPL90064 | 6.00 |